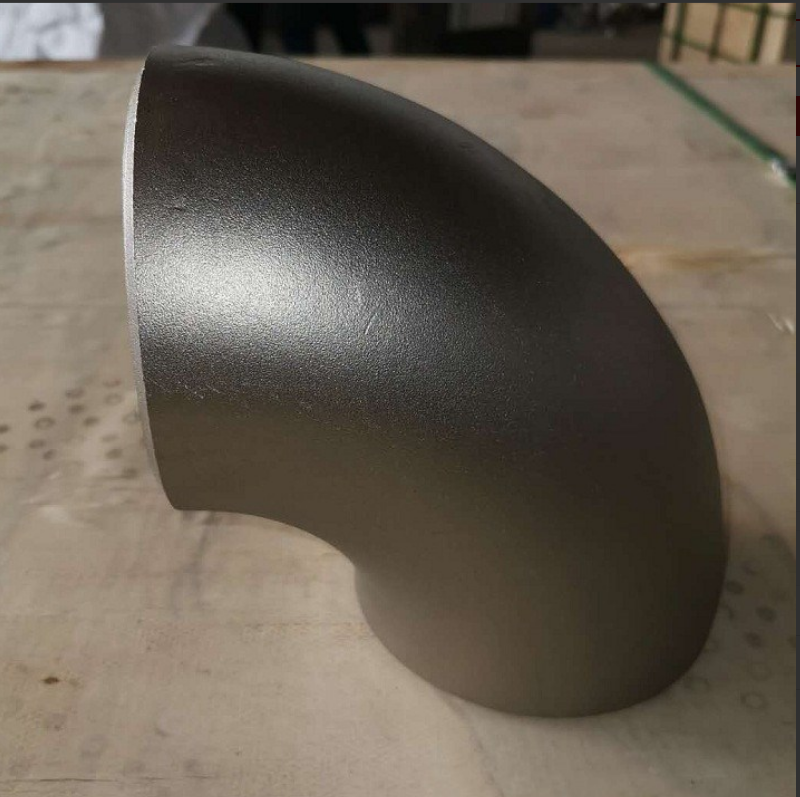
90D elbow
In simple terms, steel pipe elbow is a type of pipe fitting connected between two pipes. The main purpose is to change the course of direction. As we know, steel elbow can be classified into different degrees, normally is 45 degree steel pipe elbow, 90 degree steel pipe elbow and 180 degree steel pipe elbow. Other degree like 60° or 120° also used in pipeline systems in case special requirements.
Carbon steel elbow is divided first by its radius of curvature, which can be divided into long radius elbow and short radius elbow. Long radius elbow means that its radius of curvature is equal to 1.5 times the outside diameter of the pipe, that is, R=1.5D. A short radius elbow is one whose radius of curvature is equal to the outside diameter of the pipe, i.e. R=1.0D. (D is the diameter of the bend and R is the radius of curvature. D can also be expressed by multiples.) According to the pressure grade, there are about 17 kinds of pipes, which are the same with the American pipe standards, including: Sch5s, Sch10s, Sch10, Sch20, Sch30, Sch40s, STD, Sch40, Sch60, Sch80s, XS; Sch80, Sch100, Sch120, Sch140, Sch160, XXS, among which STD and XS are the most commonly used. According to the Angle of the elbow, there are 45° elbow, 90° elbow and 180° elbow. The executive standards include GB/T12459-2005, GB/T13401-2005, GB/T10752-1995, HG/T21635-1987, D-GD0219, etc.
Carbon steel material can be divided into
10# 20# A3 Q235A 20g Q345B 20G 16Mn ASTM A234 ASTM A105 st37 ASTM A403
The elbow made of these materials can be called carbon steel elbow according to the Angle: 45°, 90°, 180° these three commonly used elbow, in addition to engineering needs, can be specially customized such as 60° or other angles.
Connection with carbon steel pipe: welding, flange connection, thread connection, socket connection and other forms.
According to the form of the process can be divided into: welding elbow, stamping elbow, casting elbow, etc.
Purpose: Connect two pipes, make the pipe change direction, to 45° or 180° and 90° direction or other angles.
Manufacturing standards: national standard, American standard, Japanese standard, German standard, Russian standard.
The basic technological process of carbon steel elbow is as follows: first, weld a polygonal ring shell with a cross section or a polygonal fan-shaped shell with both ends closed. After the internal pressure medium is flooded, internal pressure is applied. Under the action of internal pressure, the cross section gradually becomes a circle from a polygon to a circular ring shell. A circular ring can be cut into 4 90° elbows or 6 60° elbows or other specifications as required. This process is suitable for making large elbows of any specification where the ratio of the middle diameter to the inner diameter of the elbow is greater than 1.5 times. It is an ideal method for making large carbon steel elbows.
The advantages of the carbon steel elbow production process are mainly shown in the following aspects:
(1) No tube billet as raw material, can save the cost of pipe making equipment and mold, and can get any large diameter and relatively thin wall thickness of carbon steel elbow.
(2) The blank is flat or developable surface, so the blanking is simple, the precision is easy to ensure, and the assembly and welding are convenient.
(3) Due to the above two reasons, the manufacturing cycle can be shortened and the production cost is greatly reduced. Since no special equipment is required, it is especially suitable for on-site processing of large carbon steel elbows.
(4) Carbon steel elbow is suitable for pipeline series of oil, natural gas, chemical, hydropower, construction and boiler industries.