Solid Carbide Gun Drills
The Solid Carbide Gun Drills
DIAMETERS FROM .0393″ (1.0 MM) TO .4375″ (11.1 MM)
LENGTHS OF CUT FROM 5″ (127 MM) – 14.17″ (360MM)
Solid Carbide drills are manufactured as a single piece of carbide. The tip and tube is a single piece product which eliminates the braze joint at the head and tube transition. Thus resulting in an extremely strong, ridged tool. Most small diameter drills significantly benefit from solid carbide drills because they yield the maximum allowable surface footage and feed rates without the whip factor due to their rigidity. Solid carbide drills are manufactured using a new process so excessive lead times are avoided.
The advantage of eliminating the braze joint at the tip and tube transition results in a more rigid tool allowing a faster surface footage and feed rates on small diameter drills.
Advantages:
More Strength and Rigidity
Greater Tool Life
Maximum Productivity and Higher Penetration Rates
SHORTEST LEAD TIMES IN THE INDUSTRY!
Support for Longer Length, Solid Carbide Flute Gun Drills
Although solid flute gun drills are more ridged then their carbide tip / tube flute counterparts, they are susceptible to similar vibration and flexing issues present with traditional gun drills used on conventional & CNC Lathes & milling machines without support(s). Dedicated gun drill machines utilize a chip box and intermediate flute support(s) to provide long gun drill stability.
A general “rule of thumb” when using gun drills on conventional machines is that with drilling depths in excess of 50 times the drill diameter, a gun drill’s flute section will need to be supported to minimize vibration and other stress from a long, unbalanced flute section. Most often, any type of mechanical support is not practical on these machines, therefore a more reasonable solution is to use a shorter drill first. The hole drilled by the shorter drill will support the flute of the longer drill. Although this practice is common and often suggested for tube flute gun drills, the same is rarely applied to solid flute drills as the drills don’t appear to be that long. However, a 7″ depth of cut possible with a 10″ overall length solid flute gun drill at .070″ diameter is 100 diameters deep! The same multiplier for a 250″ drill would be a 25″ depth of cut! No one would expect one, 250″ drill to cut to that depth without support. Even on a gun drill machine, a 250″ gun drill’s flute section must be supported every 8 to 16″ depending on spindle speed.
The following chart depicts suggested maximums (50x dia.) for solid carbide flute gun drills before employing a second gun drill to complete the total depth. Solid flute gun drills below .062″ are manufactured with 5″ to 6.3″ long rods that limit applications to drill depths up to about 50 times diameter. Solid carbide flute drills larger than .062″ and larger are available to 11.5″ + overall length with a standard 1.5″ long driver, so a shorter drill / longer drill should be considered for drilling depths in excess of 50 x diameter.
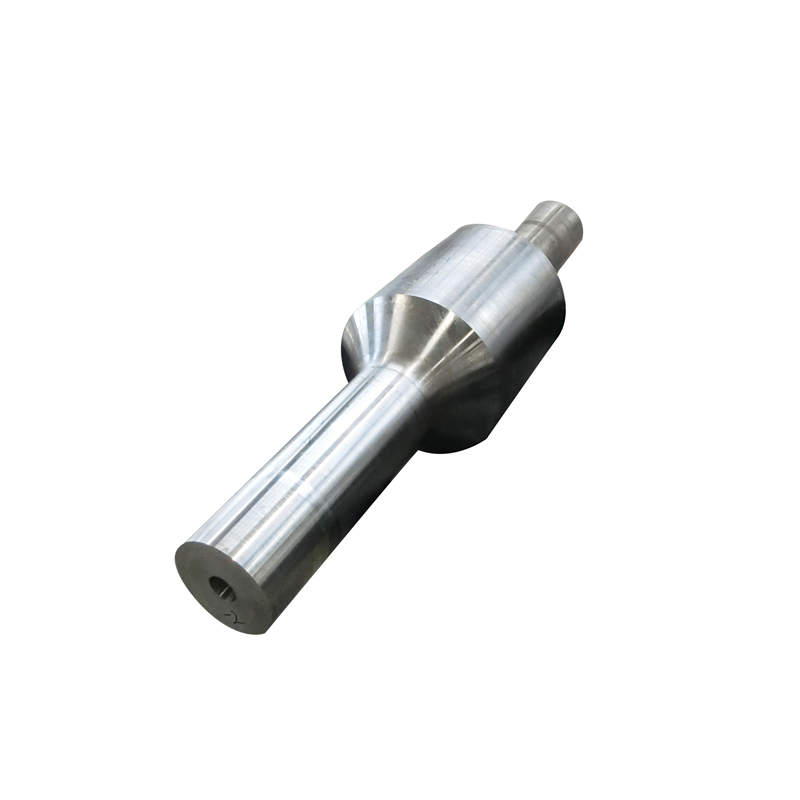
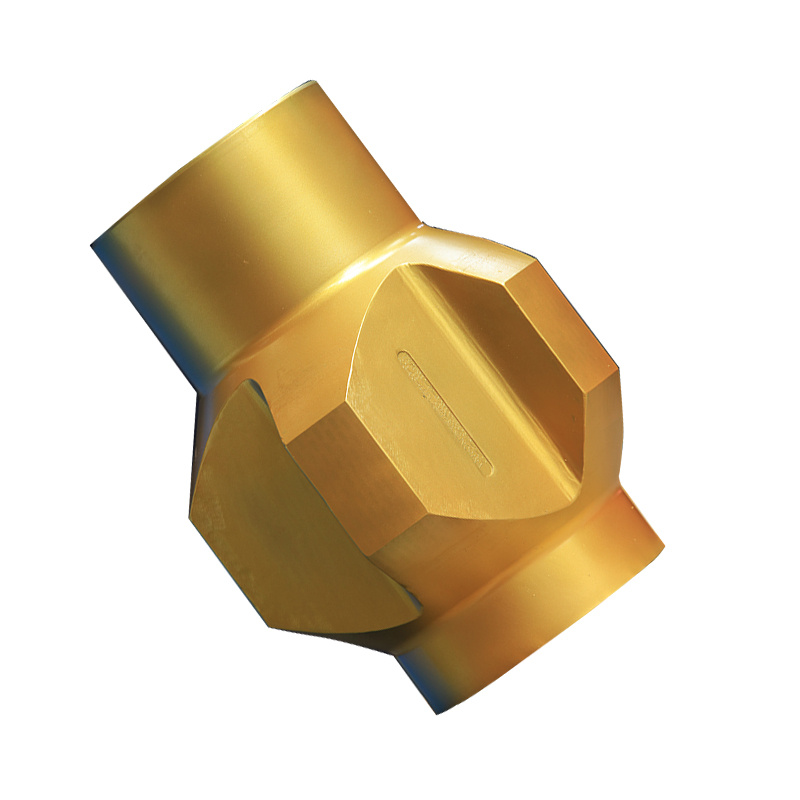
Solid carbide gun drill driver types